

为了让您更地了解我们的涂塑钢管水泥砂浆防腐管品质不将就,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:嘉兴秀洲涂塑钢管水泥砂浆防腐管品质不将就的图文介绍


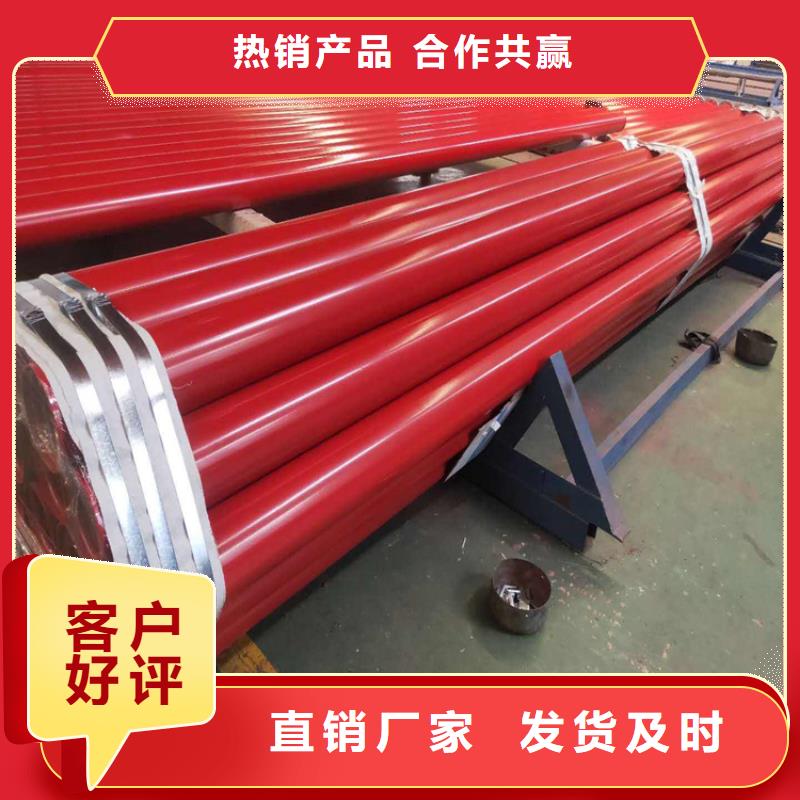
涂塑钢管的基管采用热镀锌钢管、焊管、无缝管、螺旋管经表面处理,加热后喷、滚、吸、浸、涂各种材质塑粉而成,主要分为内涂塑和内外涂塑两种,涂层材质一般采用环氧树脂和聚乙烯,也可根据用户要求定做加工。
1.涂层附着力:聚乙烯涂塑层附着力≥30N/cm,环氧树脂涂层附着力为1~3级。
2.弯曲性能:公称通径不大于50mm钢管进行弯曲,弯曲后不发生裂纹,管体与涂层之间不发生分层现象。
3.压扁性能:公称通径大于50mm不超过600mm的涂塑钢管进行压扁,压扁后不发生裂纹,管体与涂层不发生分层现象。
4.卫生要求:输送生活用水,冷热水的涂塑钢管的涂层符合GB/T17219的要求。
涂塑钢管应用于给排水、消防喷淋、工业循环水、纯净水、电缆防护等领域,所涉及的行业有民用、建筑、工业、化工、电力、石油、医药、海洋、高速公路、地铁隧道、天然气、船舶、农业、煤矿等行业,公司产品性能、技术指标均达行业先进水平,可根据客户需求定做加工,满足广大客户的需要!



友骏管道(秀洲区分公司)凭借具有先进水平的施工设备,采用“工程直销”式销售格局,为客户提供 保温管DN100,形成了以生产、销售、维护一体化企业经营特色。我公司兼承“信、和、实、严”的企业精神,坚持“创新优先、用户满意”的核心理念,正以科技创新和机制创新为动力,向多元化、国际化、高科技型现代企业的目标前进,为美化生产、生活环境做出新贡献。


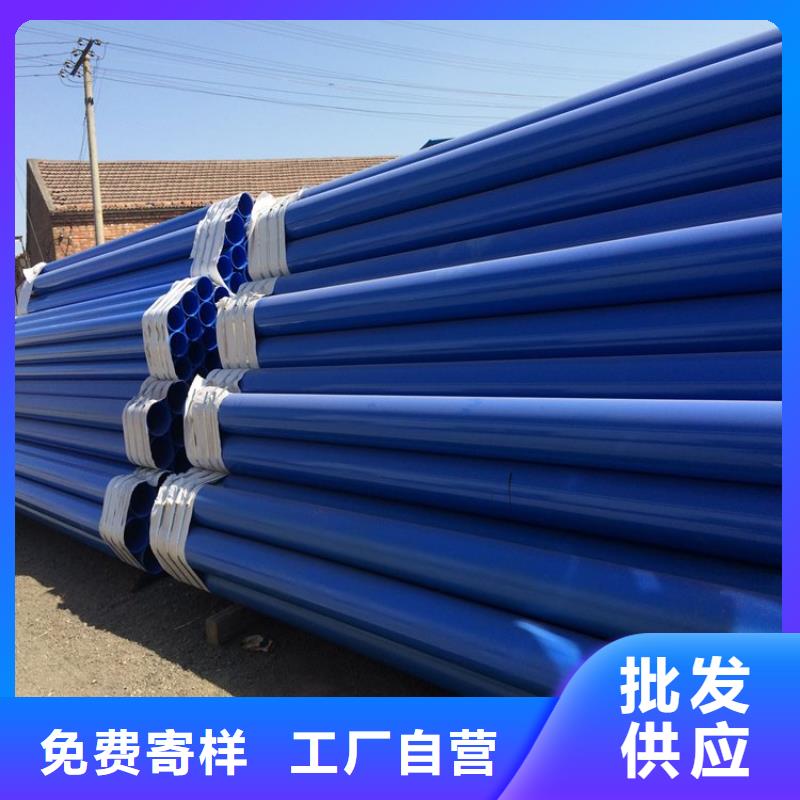
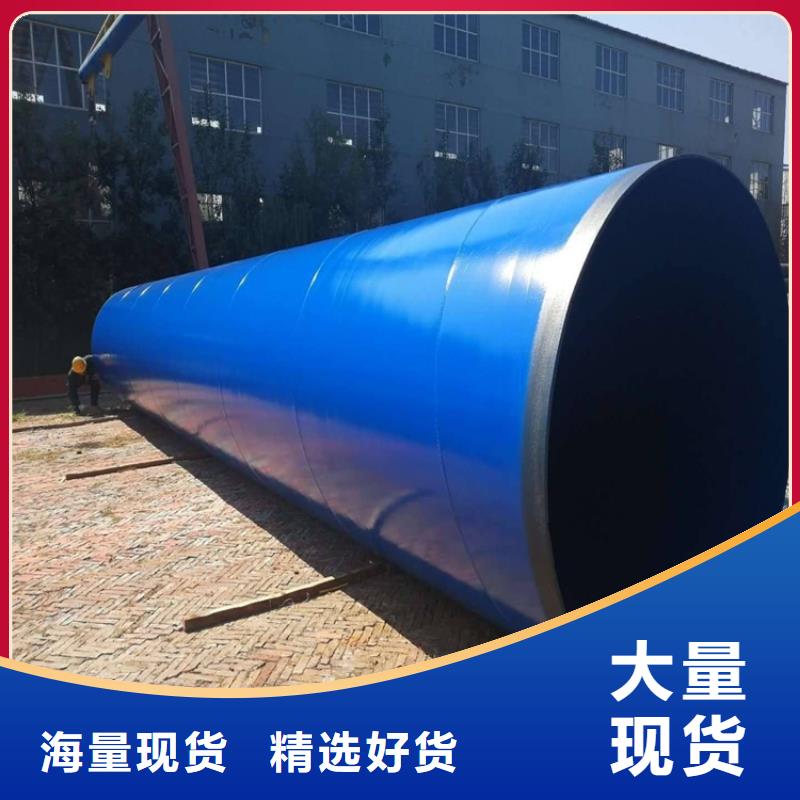
内外涂塑钢管为钢管内外壁采用环氧树脂粉末涂料进行涂敷的给水复合管道。内壁具有很强的耐腐蚀性及良好的耐化学稳定性,能输送-30℃-90℃的流体介质。经检验,符合生活饮用水、输水配水性能标准。内壁涂层的附着力强,具有优良的抗冲击性能和较强的抗阴极剥离性。由于管道内壁涂层表面光滑,可防微生物的滋生和结垢,同时,输送阻力小,可以增加流量,节约能源。使用改性环氧树脂粉末内涂可实现防火阻燃,特别适用于消防系统管道对抗腐蚀及防火阻燃的要求.涂塑复合钢管分为:热浸塑工艺,内外喷涂工艺,滚塑工艺,淋涂工艺,吸涂工艺,熔结缠绕工艺等。热浸塑采用:流化床浸塑,一次性成膜法。又称涂塑钢管第1代防腐,内外聚乙烯。内外喷涂工艺:采用静电吸附理论,通过钢管前处理,用喷进行喷涂聚乙烯或环氧树脂粉末。又称涂塑钢管第二代防腐,内外环氧复合钢管。淋涂工艺:又称幕帘法,通过盛有粉末的筛子采用淋涂的方式,涂覆在产品表面。



涂塑钢管应用很普遍,在于产品本身具体的特点。
涂塑钢管,以先进的工艺在内、外壁熔融、喷涂或吸附环氧树脂粉末涂料并经高温固化的新型复合管材,作为普通管道的更新换代产品,它既有钢管、管件的强度与刚度,又具有塑料水管内壁非常光滑、自润滑性好、不生锈、不结垢、流体阻力小、耐冲磨、防腐蚀、抗菌卫生性能好及柔韧性等优点。
1.涂塑复合管不会因为涂层厚度而产生缩径现象。2.涂覆钢管可以在施工现场提前预制。3.涂塑管可以根据施工需要切割任意长度,切割后修补后可以继续使用。
嘉兴秀洲涂塑钢管在维护的中有清洁和清洗的一个步骤,所以清洁的步骤也十分的重要,怎么才能够落实好呢?下面内外涂塑钢管厂家在这些方面有一些细节的介绍,希望大家可以学到这些
嘉兴秀洲涂塑钢管的清洗应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。
除锈比首要运用钢丝刷等东西对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,东西除锈结果不睬想,达不到防腐施工要求的锚纹深度。



涂塑钢管加工工艺分为四种:热浸塑、高压静定喷涂、滚塑、包塑。而且连接方式的不同其加工的过程也不相同。该产品所需要的原材料为塑料粉末和钢管。整个加工的开始需要采购原材料,消防一般采用的塑料粉末为环氧树脂,所用钢管型号为无缝钢管、直缝钢管或螺旋管,原材料采购回来步进行检验,特别是钢管型号、长度、壁厚需要测量。
涂塑复合钢管的施工工艺
一、检验:管材进厂后,检查数量、壁厚是否符合要求,是有缝或无缝管材,管材两端是否圆整和弯曲;
二、去污:检查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如发现有毛刺后去除、磨平;
三、酸洗:将管材(管件)浸入池中浸泡(20-25)分钟,除锈后捞出,转入下一道工序;
四、水洗:将酸洗后的管材放入清水池中水洗一次后捞出;
五、磷化:将清洗完毕的管材(管件)浸入磷化液中浸泡(10-15)分钟捞出并晾干;
六、喷涂:将晾干后的管材(管件)放置在管架上进行内、外喷涂,喷涂前根据客户要求选择不同颜色的涂粉,喷涂过种中要严格控制静电量、喷机的转速、喷的出粉量,做到喷涂均匀,避免漏点;
七、固化:待烘干管材进入烘干车间后,工作人员要及时调整管材的摆放位置,尽量做到只留支撑点的损伤面积,按照涂粉的周化要求,预先调试好烘箱温度及固化时间,并做好每一炉的记录;产品出烘箱时,严禁在高温下作业,用裸水触摸;待产品冷却后,正确摆放,查找磨损点,及时修补后转入下道工序;
八、包装:用测厚仪检查产品内外壁喷层厚度是否符合要求,用测漏仪检验产品内部是有无漏点,如全部合格后,用专用工具进行包装。