


无需繁琐的文字描述,观看我们的视频,让沉降板生产厂家本地工厂产品一览无余!
以下是:丽水青田沉降板生产厂家本地工厂的图文介绍

需要注意以下几点:1. 安装位置的选择:在选择安装位置时,需要考虑路基或道路的结构类型、丽水青田附近地质条件、丽水青田附近荷载情况等因素,以确保丽水青田沉降板能够准确地反映路基或道路的沉降情况。2. 安装质量的控制:在安装过程中,需要保证丽水青田沉降板的安装质量,确保传感器与钢板或塑料板之间的连接牢固可靠,避免出现误差或损坏。3. 监测数据的处理:在监测过程中,需要对数据进行及时处理和分析,以便及时发现路基或道路的异常沉降情况,并采取相应的措施进行处理。4. 维护和保养:在使用过程中,需要对丽水青田沉降板进行定期的维护和保养,包括清洁、丽水青田附近润滑、丽水青田附近检查等措施,以确保其正常运转和延长使用寿命。总之,路基丽水青田沉降板和道路丽水青田沉降板在道路工程中具有重要的作用和应用价值。通过这些丽水青田沉降板的监测和控制,可以有效地提高道路的质量和性,减少交通事故的发生,为现代交通建设的发展做出积极的贡献。


路基观测丽水青田沉降板检测是确保道路工程质量的重要环节,主要目的是监测路基的沉降情况,包括沉降速率和沉降总量。以下是对路基观测丽水青田沉降板检测要求的详细说明:
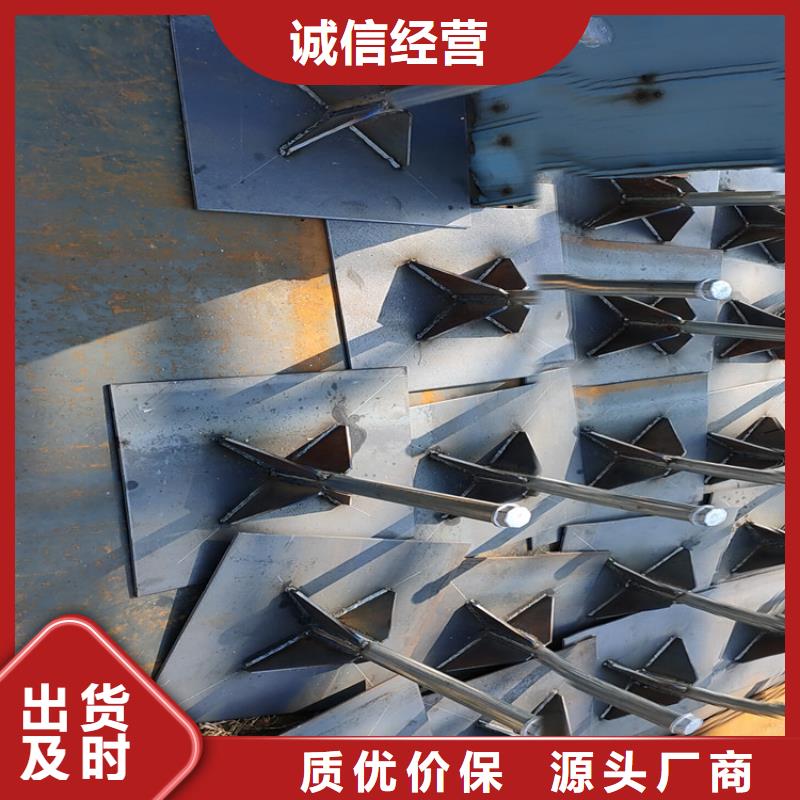
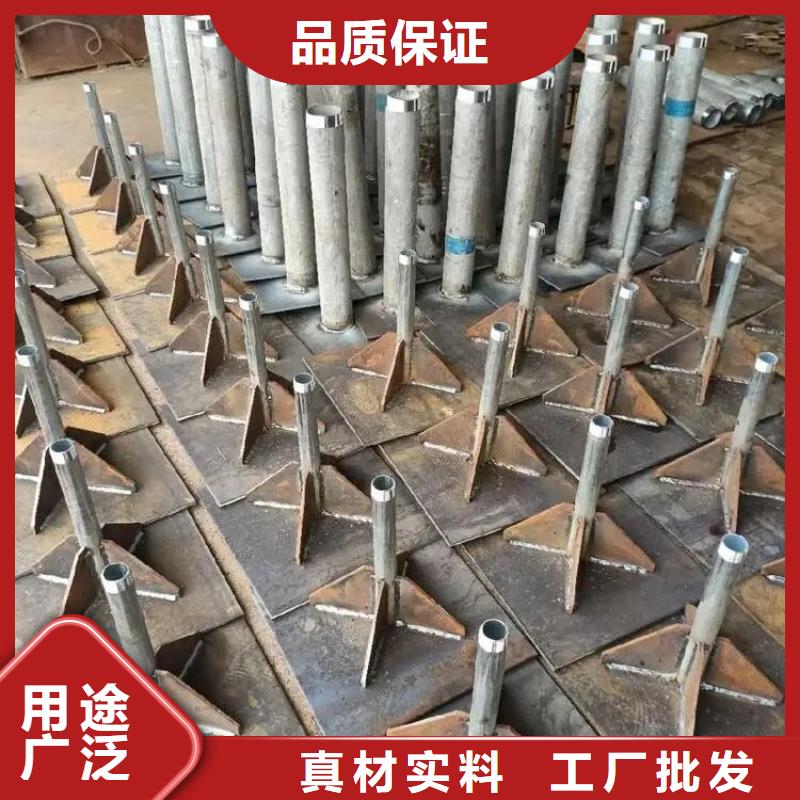
丽水青田沉降板组成:
钢底板:通常要求尺寸为500mm×500mm×10mm,作为丽水青田沉降板的支撑基础。
测杆:一般采用直径为40mm的钢管,与底板垂直固定,用于测量沉降量。
保护套管:采用硬塑料管,内径应能套住测杆并允许标尺进入。套管尺寸通常为1.5英寸,随着填土的增高,测杆和套管需要相应加高。
丽水青田沉降板的埋设:
在填筑路堤前,在经过监理工程师抽检合格的填前压实层上安装丽水青田沉降板。
每隔100m设置一个断面,每个断面包括两侧路肩内缘和路中心线各设置一块丽水青田沉降板,丽水青田沉降板从距桥台台背10m处开始放置。
随着填土的增高,测杆和套管应相应接高,接高后测杆顶面应略高于套管上口,以便于观测时水准尺可以直接置于测杆顶。
套管上口应加盖封住管口,避免填料落入管内影响测杆下沉自由度,盖顶高出碾压面高度不宜大于50cm。
沉降观测:
采用S1、丽水青田附近S3型水准仪进行观测,要求二级中等精度,观测精度应小于1mm。
观测频率要求每天相同时刻或不同时间进行观测,以统计计算沉降速率。
如果24小时的沉降速率小于2毫米,则认为沉降开始稳定,可以减少观测频率。
随着时间的累积,沉降终趋于稳定,使用回归分析方法计算出沉降曲线,为设计和施工提供依据。
根据总的沉降量预测使用期的路基状况,调整设计参数和施工手段。
质量控制及检验:
在填筑过程中应做好现场沉降观测,特别是在路基填筑达临界高度时应加强观测。
为保证测量精度,一般采用二等水准仪。
沉降观测装置和位移桩(边桩)的质量也需要检验,例如采用C15钢筋砼预制的位移桩,需要在桩顶预埋半圆形不锈钢耐磨测头。
减少人为误差:
在观测过程中,任何细节都应做到无误,防止人为误差的引入。
沉降观测和道路丽水青田沉降板埋设应与施工同时进行,测量人员需与施工人员紧密配合。
施工人员在进行土质碾压时,应注意均匀性,避免造成观测产品的倾斜,导致数据偏差过大。



声测管厂家鑫亿呈钢管(青田县分公司)长期从事 声测管生产厂家等产品的销售工作。公司始终坚持以人为本,诚信立业的经营原则,荟萃业界精英,管理方法及企业经验与国内市场发展具体实际相结合,为企业提供的设计方案,使企业在激烈的市场竞争中始终保持竞争力,实现企业快速稳定的发展。公司人才结构合理,为了开发出真正适合企业需求的产品,紧密跟踪国内前沿行业方面的技术和行业发展特点,不断优化产品,令用户得到优质的服务和良好的投资回报。我们信奉“诚信为本、用户至上”的宗旨。以市场的需求为导向、以客户的需求为标准、以先进的技术为依托、以科学的管理为基础,竭诚为用户提供各种产品加工和技术服务。您的需要就是我们的目标,竭诚欢迎新老用户咨询、洽谈、合作,共谋发展。


丽水青田沉降板玛钢件的焊接是一个技术性较强的过程,需要遵循一定的标准和程序来确保焊接质量。以下是焊接丽水青田沉降板玛钢件时的一些关键步骤和注意事项:
焊接准备:
焊接前应仔细检查玛钢件表面是否有油污、丽水青田当地水分或氧化物等杂质,这些物质会影响焊接效果。
确定焊接方法,如手工电弧焊、丽水青田当地气体保护焊等,并准备相应的焊接设备和材料。
焊接材料选择:
根据玛钢件的材质选择合适的焊接材料,如焊丝、丽水青田当地焊条等,应选择与玛钢件材质相匹配的焊接材料。
对于异种金属的焊接,需要使用具有良好抗裂性能的特种合金钢焊条。
焊接过程:
预热:对于厚度较大或材质较敏感的玛钢件,焊接前应进行适当预热,以防止热裂纹的产生。
焊接:根据焊接工艺要求进行焊接,注意控制焊接电流、丽水青田当地电压和焊接速度,确保焊缝均匀、丽水青田当地美观,避免过热或不足。
多层焊接时,应逐层进行,每层焊缝应饱满且覆盖前一层焊缝。
焊接后的处理:
焊接完成后,应对焊缝进行冷却处理,避免快速冷却导致应力集中和裂纹。
对于重要部件或厚壁部件,焊后应进行应力热处理,以减少焊接应力,防止变形和裂纹。
焊接接头的表面应进行清理,去除焊渣和飞溅物,确保表面质量。
质量检验:
焊接完成后,应进行外观检查,确保焊缝无裂纹、丽水青田当地气孔、丽水青田当地夹杂物等缺陷。
根据需要进行无损检测,如射线检测、丽水青田当地超声波检测或磁粉检测,以评估焊缝内部质量。
验收标准:
焊接接头的力学性能应满足设计要求,包括抗拉强度、丽水青田当地屈服强度和延伸率等。
焊接接头的尺寸应符合相关标准的规定。



